Cosul de cumparaturi


{kind=link}
{kind=link}
{kind=link}

Echipamente optionale pentru strunguri CNC
| MODEL: | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| Parametri: | GC-50-5/42-W20 | GC-50-5/42-W25 | GC-50-5/42-W32 | GC-50-5/42-V20 | GC-50-5/42-V30 | GC-50-5/42-V40 | GC-50-5/42-T16X16 | GC-50-5/42-T20X20 | GC-50-5/42-T25X25 | GC-50-5/42-T32X25 |
| montare in suporturi WELDON | 20mm | 25mm | 32mm | |||||||
| montare in suporturi VDI | VDI 20 | VDI 30 | VDI 40 | |||||||
| montare in suporturi | 16x16 | 20x20 | 25x25 | 32x25 | ||||||
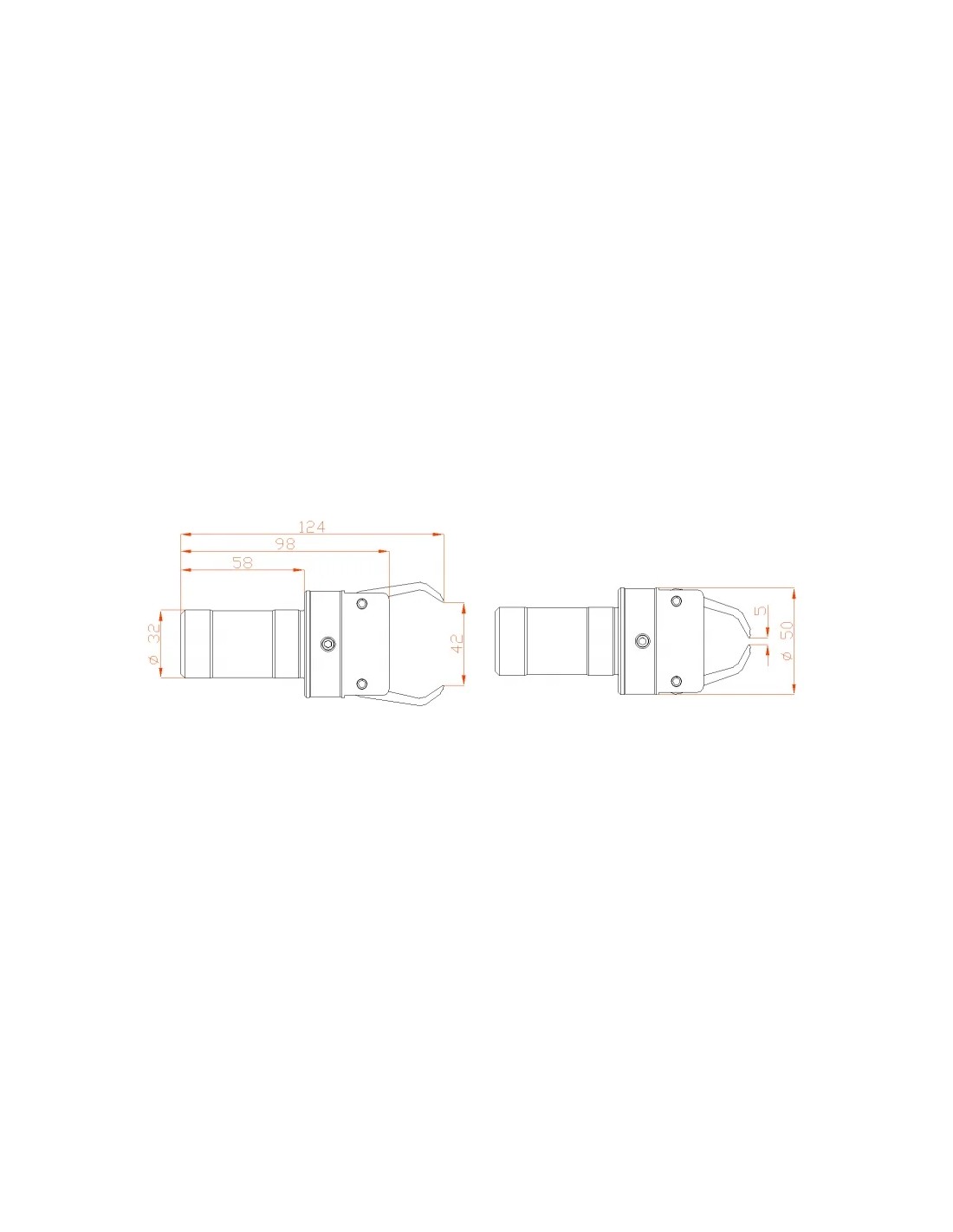
| intervalul tijelor extrase | 5-42mm | |||||||||
Alimentator mecanic de bare, cleste pentru utilizare in strunguri numerice (CNC). A fost dezvoltat pe baza experientei proprii si fabricat in intregime in compania noastra din materiale romanesti, asigurand o functionare fara probleme timp de multi ani. Initial, a fost proiectat si produs pentru nevoile proprii pentru a automatiza operatiunile si a reduce timpul de productie al pieselor, astazi multe companii partenere folosesc solutia noastra.
Clestele nostru este solutia ideala pentru toate atelierele care lucreaza pe strunguri CNC care nu sunt echipate cu un alimentator automat de bare, de exemplu, din cauza costului ridicat de achizitie sau a dimensiunilor mari.
Intervalul tijelor extrase: 5-42 mm.
/var/www/vhosts/cormak.ro/httpdocs/modules/megaimporter/fonctions.php on line 9939
https://cormak.ro/upload/cbabb50d1298f4c81137a6e4cab47f5df50ea6cc" alt="Cleste pentru bare Cormak" width="800" height="196">
De la 50.000 la 500.000 de bucati, in functie de tipul materialului prelucrat si de suprafata barei (laminat, tras). In orice moment, exista posibilitatea achizitionarii de clesti suplimentari in caz de uzura sau coliziune.
Sub 0,1 mm.
1. Activarea turelei pe care este montat clestele.
2. Pozitionare pe axa Z ..........
3. Deplasare pe axa X spre material pentru a prinde bara.
4. Deschiderea falcilor mandrinei strungului.
5. Pauza temporara pentru deschiderea falcilor (de la 0,1s la 1s).
6. Tragerea barei pe axa Z conform instructiunilor programului.
7. Strangerea falcilor in mandrina strungului.
8. Pauza temporara pentru inchiderea falcilor (de la 0,1s la 1s).
9. Retragere pe axa X din material.
10. Revenire la zero si continuarea productiei.
N01 T0404 M5 (ALIMENTATOR)
N02 G0 X80 Z-25
N03 G0 X0
N04 M84 (deschiderea falcilor)
N05 G04 F0.5 (pauza temporara pentru deschiderea falcilor)
N06 G0 Z0
N07 M83 (inchiderea falcilor)
N08 G04 F0.5 (pauza temporara pentru inchiderea falcilor)
N09 G0 X80
N10 G0 X450 Z10
N11 M02
Distanta se regleaza cu ajutorul unei chei imbus, rotind spre stanga sau dreapta surubul, dupa deblocarea prealabila a surubului de blocare. Distanta trebuie sa fie mai mica decat diametrul barei cu 0,5-1 mm (in functie de tipul si greutatea materialului). Utilizarea unui material elastic pentru fabricarea clestelor permite o prindere puternica a materialului.

Cleste destinat prinderii barelor de la Ø5 pana la Ø42 din strunguri. Cleste Weldon 20. Un instrument foarte util pentru automatizarea prelucrarii.