Cosul de cumparaturi















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

| Grosimea maxima a tablei indoite (S235) | pana la 6.0 mm |
| Presiune nominala | 1300 kN |
| Lungimea maxima a tablei indoite | 3200 mm |
| Adancimea taieturii in grinzi (gat) | 550 mm (optional 620mm) |
| Cursa maxima a grinzii mobile | 200 mm (optional 300mm sau 400mm) |
| Inaltimea maxima de deschidere | 390 mm |
| Distanta intre grinzi | 2700 mm |
| Retragerea opritorului posterior | 650 mm (optional 1000mm) |
| Puterea motorului SERVO | 7,5 kW |
| Lungime | 3870 mm |
| Latime | 1600 mm |
| Inaltime | 2600 mm |
| Greutate | 7500 kg |
Presele de indoit Ultimate sunt unelte avansate utilizate in industrie pentru prelucrarea marginilor si indoirea materialelor. Este un dispozitiv versatil care permite finisarea precisa si eficienta a marginilor diferitelor tipuri de materiale, precum otel, aluminiu si materiale plastice.
Presele de indoit Ultimate sunt proiectate pentru eficienta si fiabilitate. Sunt dotate cu o constructie solida care asigura stabilitate in timpul lucrului. Masinile au, de asemenea, sisteme de control avansate care permit programarea diferitelor parametri de lucru, precum viteza de indoire, unghiul de indoire si forta de presiune.
Unul dintre principalele avantaje ale preselor de indoit Ultimate este usurinta de utilizare. Interfata utilizator intuitiva permite operatorului sa programeze si sa controleze cu usurinta procesul de prelucrare. In plus, prese sunt echipate cu sisteme avansate de siguranta care asigura utilizarea in siguranta. Datorita performantei sale ridicate, presele de indoit EASY sunt solutia ideala pentru producatori care necesita prelucrarea rapida si precisa a marginilor. Poate fi utilizata in diverse industrii, cum ar fi industria metalurgica, tamplarie, productia de mobila si industria materialelor plastice.



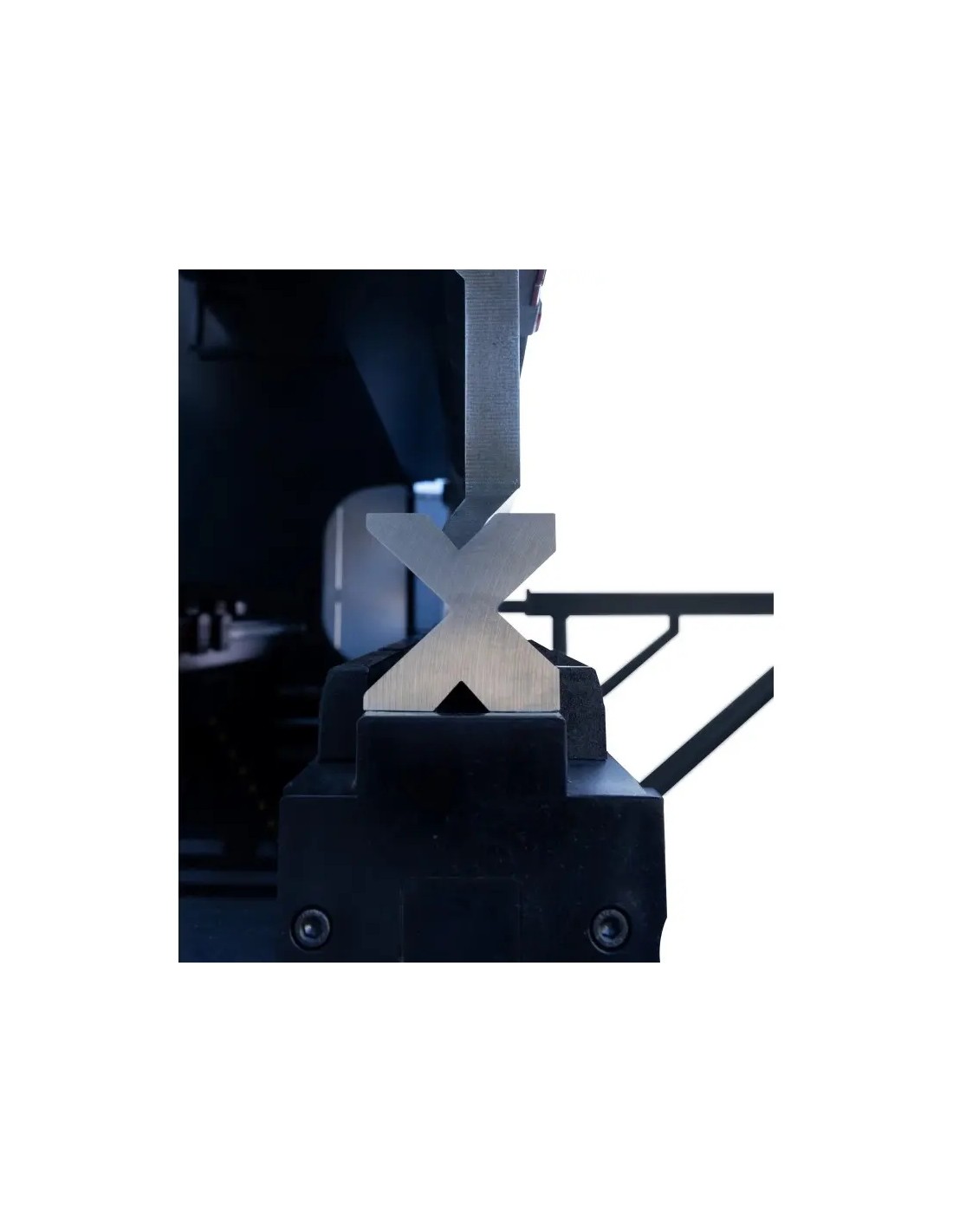
Asigura pe intreaga lungime a indoirii pastrarea aceluiasi unghi de indoire

Sistemul de Racire cu Ulei garanteaza stabilitatea parametrilor de lucru ai masinii chiar si dupa o utilizare indelungata si continua.


Axele Y1, Y2 - sunt axe responsabile pentru functionarea grinzii de indoire. Y1 este partea stanga iar Y2 este partea dreapta. Cu intregul proces de indoire este controlat de un sistem CNC printr-un sistem hidraulic integrat cu un sistem de masurare, care consta din rigle de masurare situate pe partea stanga si dreapta a masinii. Presele de indoit controlate CNC sunt masini sincronizate, adica acelea care au control independent asupra cilindrului stang si drept, permitandu-ne sa corectam liber paralelismul si unghiul de indoire independent de ambele parti Y1 si Y2.
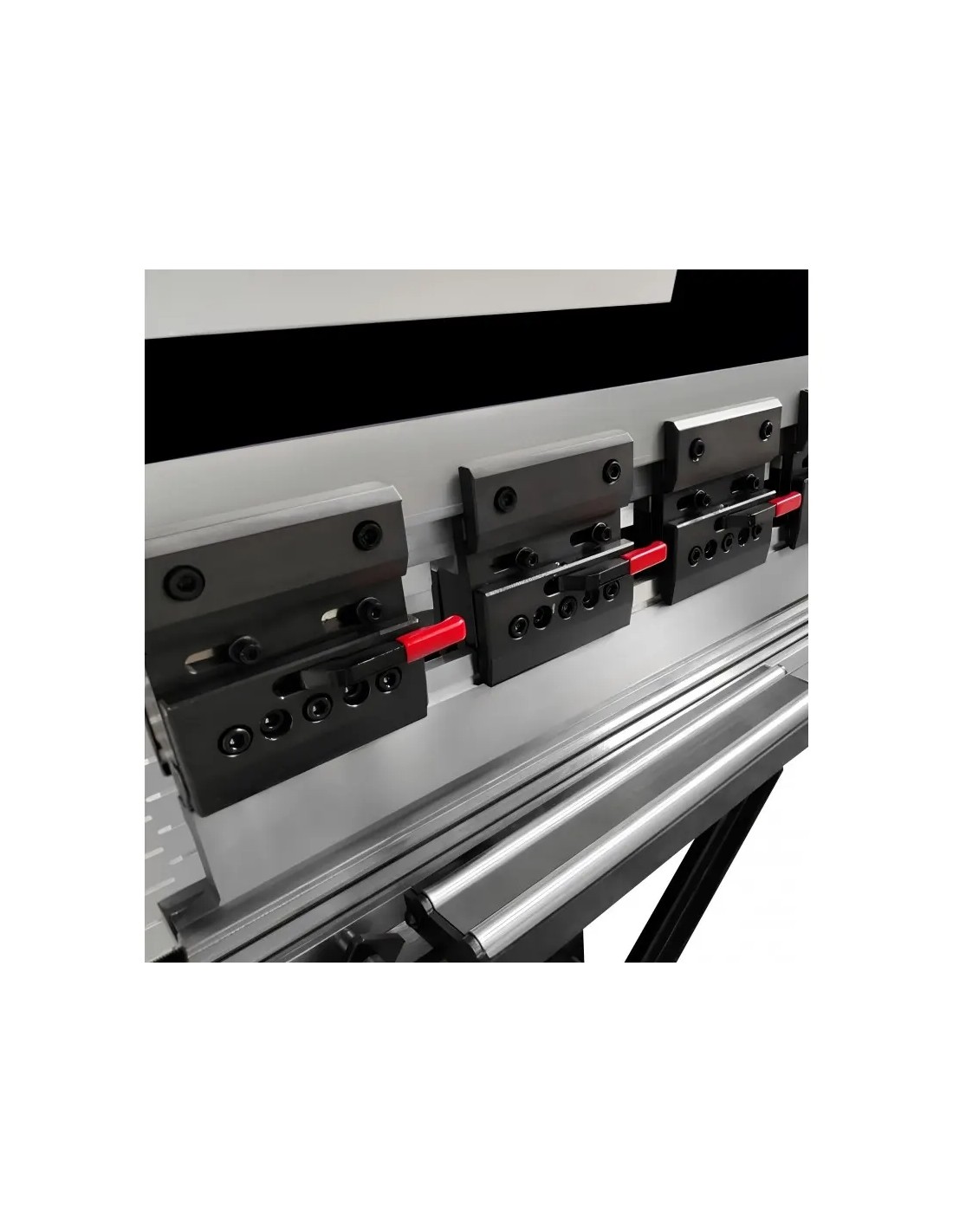
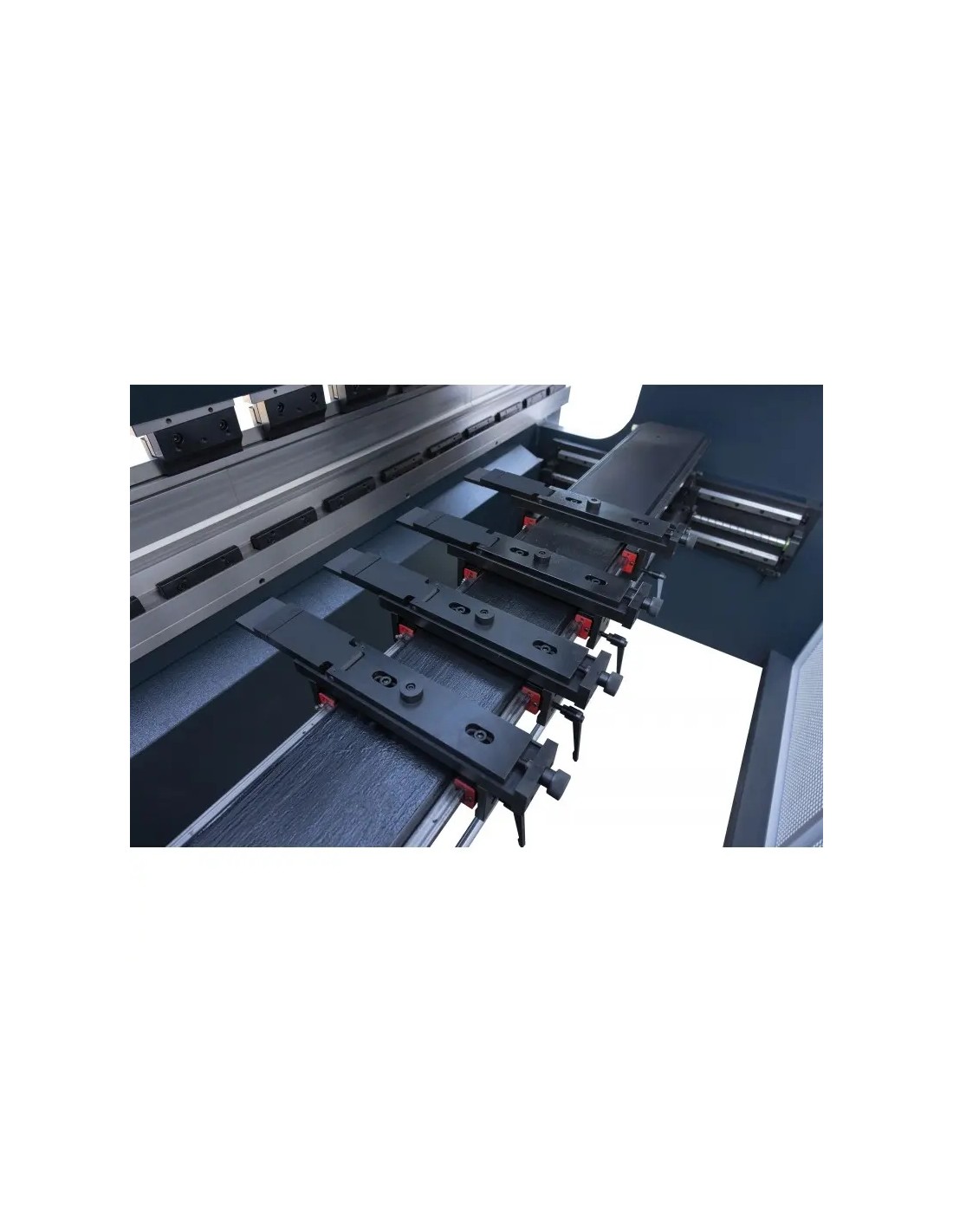
X - este axa responsabila pentru miscarea opritorului pe planul fata-spate. Este responsabila pentru mentinerea dimensiunii laturilor indoite ale piesei. Este actionata de un motor pas cu pas sau servo, iar mecanismul de executie care transmite actionarea sunt suruburile cu bile. Pentru determinarea pozitiei si preciziei opritorului este responsabil un encoder. Controlul CNC poate calcula automat pozitia X pentru a obtine dimensiunea corecta a indoirii, luand in considerare grosimea, tipul de material, uneltele utilizate, unghiul de indoire si daca dimensiunea din desen este externa sau interna.
R - este de asemenea o axa a opritorului masinii, responsabila pentru miscarea pe planul sus-jos. Este actionata de obicei printr-o transmisie controlata de actionare servo. Pozitia si precizia sunt de asemenea determinate de un encoder. Punctul zero pentru axa R este inaltimea matritei montate in prezent pe masa presei. In controalele CNC moderne, degetele opritorului au mai multe planuri de referinta sau de suport al tablei, dupa selectarea pozitiei opritorului in control, masina va corecta automat inaltimea R si pozitia X a opritorului.
 Corpul presei de indoit este construit din pereti laterali si masa. Presiunea pe masa este realizata de grinda de indoire care se deplaseaza in ghidajele corpului. Atat masa cat si grinda sunt sustinute in doua puncte. In timpul actiunii fortelor foarte mari pe tabla indoita are loc indoirea mesei. Aceasta cauzeaza probleme in obtinerea unghiului dorit in centrul mesei. Pentru a obtine acelasi unghi pe intreaga lungime a tablei indoite, este necesar sa echipam masina cu un sistem de compensare a mesei. Cel mai frecvent utilizat sistem este totusi un sistem mecanic. Este asa-numitul sistem de valuri opuse. Masa presei este frezata astfel incat sa poata gazdui doua benzi cu valuri opuse. Banda inferioara este fixa, in timp ce prin banda superioara se realizeaza miscarea manuala cu ajutorul unei manivele cu scara incorporata sau automat printr-o transmisie actionata de servo-motor. Acest sistem compenseaza perfect deformarile mesei care apar in procesul de indoire a tablei, asigurand in acelasi timp o precizie ridicata in mentinerea valorii unghiului dorit.
Corpul presei de indoit este construit din pereti laterali si masa. Presiunea pe masa este realizata de grinda de indoire care se deplaseaza in ghidajele corpului. Atat masa cat si grinda sunt sustinute in doua puncte. In timpul actiunii fortelor foarte mari pe tabla indoita are loc indoirea mesei. Aceasta cauzeaza probleme in obtinerea unghiului dorit in centrul mesei. Pentru a obtine acelasi unghi pe intreaga lungime a tablei indoite, este necesar sa echipam masina cu un sistem de compensare a mesei. Cel mai frecvent utilizat sistem este totusi un sistem mecanic. Este asa-numitul sistem de valuri opuse. Masa presei este frezata astfel incat sa poata gazdui doua benzi cu valuri opuse. Banda inferioara este fixa, in timp ce prin banda superioara se realizeaza miscarea manuala cu ajutorul unei manivele cu scara incorporata sau automat printr-o transmisie actionata de servo-motor. Acest sistem compenseaza perfect deformarile mesei care apar in procesul de indoire a tablei, asigurand in acelasi timp o precizie ridicata in mentinerea valorii unghiului dorit.



Masina de indoit CNC din seria ULTIMATE este un echipament modern pentru indoirea foilor de tabla la orice unghi. Constructia sa cu eficienta sporita permite mentinerea unei precizii ridicate a indoiturii in timpul lucrului prelungit. In versiunea standard, masina dispune de patru axe: X, Y1, Y2, R si o sageata automata de indoire. Control CNC DELEM 53TX, presiune de la 60 la 400 de tone si lungime de indoire de la 1300 la 6100 mm.
Accesorii, consumabile si servicii


