Analiza tehnica detaliata: cum lucreaza strunjirea CNC si frezarea CNC
Pentru a intelege corect diferenta dintre strunjire CNC si frezare CNC, este important sa analizam principiul mecanic al fiecarei operatii. Ambele fac parte din familia proceselor de prelucrare prin aschiere, insa modul in care se produce miscarea principala, modul in care este fixata piesa si tipul de geometrie obtinut sunt complet diferite.
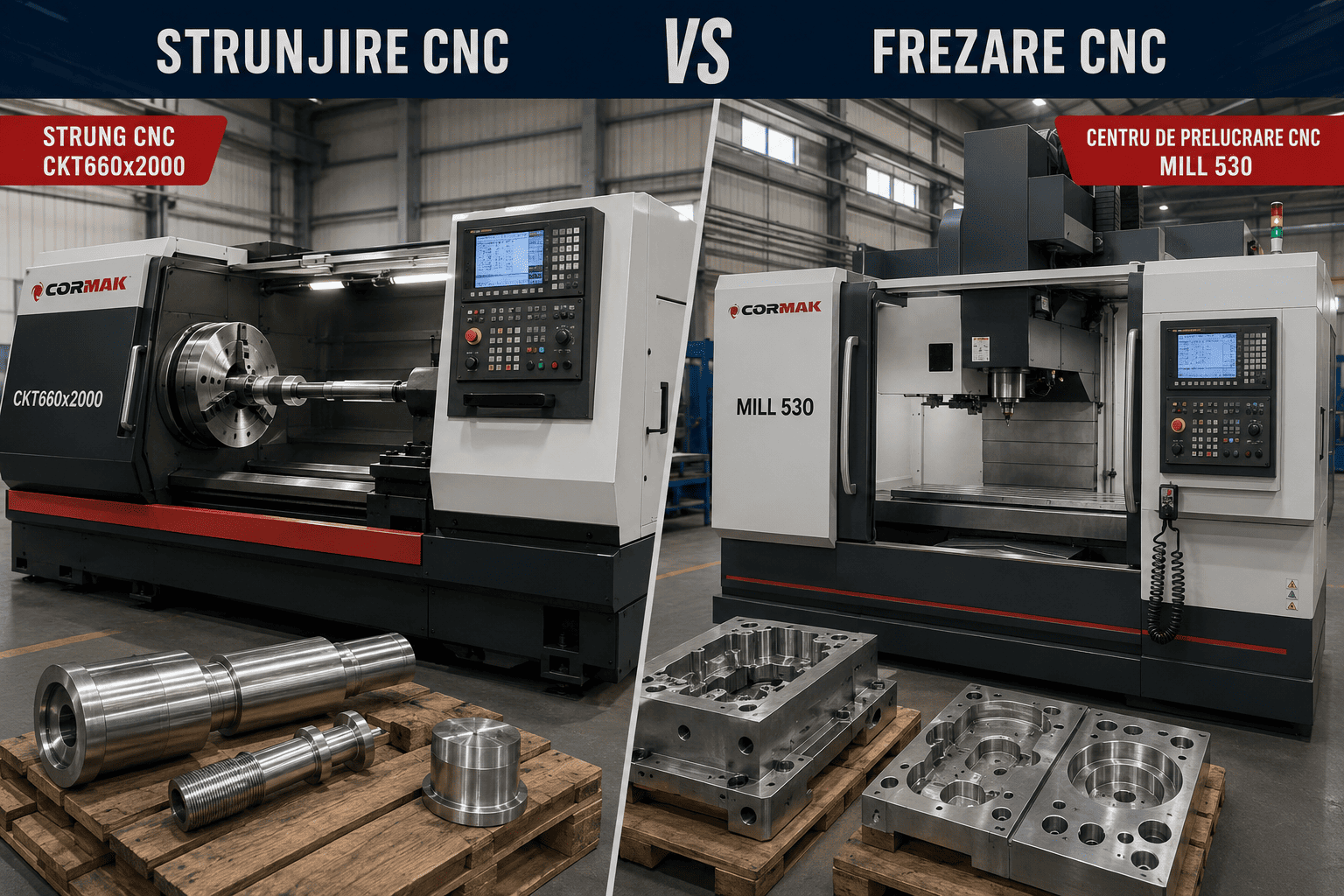
In cazul Strungului CNC CKT660x2000, piesa se roteste, iar scula indeparteaza materialul prin deplasari controlate numeric. In cazul Centrului de prelucrare CNC MILL 530, piesa ramane fixata pe masa, iar scula rotativa executa miscarea principala de aschiere.
Schema simplificata a operatiei de strunjire CNC
PIESA ROTATIVA
↻ ↻ ↻
┌──────────────────────┐
│ ARBORE / AX │
└──────────────────────┘
▲
│
CUTIT DE STRUNG
deplasare X / Z
La strunjire CNC, miscarea principala este rotatia piesei. Scula de strunjire se deplaseaza controlat pe axele masinii si indeparteaza materialul sub forma de aschii. Aceasta tehnologie este ideala pentru piese cilindrice, arbori, axe, bucse, role, flanse si componente cu simetrie de revolutie.
Schema simplificata a operatiei de frezare CNC
FREZA ROTATIVA
↻
╱│╲
╱ │ ╲
┌────────────────────────────┐
│ PIESA FIXATA │
│ pe masa centrului CNC │
└────────────────────────────┘
deplasare pe axele X / Y / Z
La frezare CNC, scula se roteste, iar piesa este fixata pe masa masinii. Centrul CNC poate deplasa scula sau masa pe mai multe axe, ceea ce permite realizarea de suprafete plane, buzunare, canale, gauri, contururi complexe, matrite si piese prismatice.
Diferenta fundamentala dintre piesele pentru strunjire si piesele pentru frezare
O regula simpla pentru alegerea echipamentului potrivit este urmatoarea: daca piesa este preponderent rotunda, cilindrica sau axiala, se prelucreaza eficient pe strung CNC. Daca piesa este prismatica, plana, cu buzunare, gauri multiple sau contururi complexe, se prelucreaza eficient pe centru de prelucrare CNC.
| Criteriu tehnic |
Strung CNC CKT660x2000 |
Centru CNC MILL 530 |
| Miscare principala |
Piesa se roteste |
Scula se roteste |
| Geometrie ideala |
Piese cilindrice si rotative |
Piese prismatice si forme complexe |
| Aplicatii principale |
Arbori, axe, bucse, flanse, role |
Matrite, carcase, placi, buzunare, canale |
| Productivitate |
Foarte ridicata pentru piese rotative |
Foarte ridicata pentru geometrii plane si 3D |
| Tip de prelucrare |
Strunjire, filetare, alezare, gaurire axiala |
Frezare, gaurire, filetare, conturare, interpolare |
Anatomia unui strung CNC: de ce CKT660x2000 este potrivit pentru piese mari
Strungul CNC CKT660x2000 este proiectat pentru operatii industriale de strunjire, in special atunci cand este nevoie de prelucrarea unor piese lungi, grele sau cu diametre mari. Structura unui strung CNC industrial include mai multe componente esentiale care influenteaza direct precizia si stabilitatea procesului.
- Batiu rigid - asigura stabilitatea intregii masini si reduce vibratiile in timpul aschierii.
- Ax principal - transmite miscarea de rotatie catre piesa.
- Universal de prindere - fixeaza piesa in timpul prelucrarii.
- Papusa mobila - sustine piesele lungi si reduce deformarea acestora.
- Turela portscule - permite schimbarea rapida a sculelor de strunjire.
- Sistem CNC - controleaza miscarea axelor, avansul, viteza si ciclurile de lucru.
Flux de lucru tipic pe strung CNC
SEMIFABRICAT ROTUND
↓
FIXARE IN UNIVERSAL
↓
CENTRARE SI SPRIJINIRE
↓
STRUNJIRE EXTERIOARA
↓
FILETARE / ALEZARE / GAURIRE
↓
CONTROL DIMENSIONAL
↓
PIESA FINALA
Anatomia unui centru de prelucrare CNC: de ce MILL 530 este potrivit pentru geometrii complexe
Centrul de prelucrare CNC MILL 530 este destinat operatiilor de frezare CNC, gaurire, filetare si prelucrare pe mai multe axe. Este potrivit pentru piese prismatice, placi tehnologice, carcase, matrite si componente cu geometrii care necesita interpolari complexe.
- Masa de lucru - fixeaza piesa sau dispozitivul de prindere.
- Ax principal - antreneaza scula rotativa.
- Axe X, Y si Z - permit deplasarea precisa a sculei fata de piesa.
- Magazie de scule - permite schimbarea automata a frezelor, burghielor si tarozilor.
- Control Siemens Sinumerik 808 Advance - asigura programare eficienta si control numeric avansat.
- Sistem de racire - reduce temperatura in zona de aschiere si creste durata de viata a sculelor.
Flux de lucru tipic pe centru de prelucrare CNC
SEMIFABRICAT PRISMATIC
↓
FIXARE PE MASA CNC
↓
FREZARE SUPRAFATA
↓
GAURIRE SI FILETARE
↓
FREZARE CANALE / BUZUNARE
↓
CONTURARE SI FINISARE
↓
CONTROL DIMENSIONAL
↓
PIESA FINALA
Exemplu practic 1: arbore industrial lung
Sa presupunem ca trebuie realizat un arbore metalic cu lungime mare, trepte multiple, filet exterior si suprafete cilindrice cu tolerante stricte. Pentru aceasta aplicatie, un strung CNC este alegerea corecta.
Pe Strungul CNC CKT660x2000, piesa poate fi fixata axial, sustinuta corespunzator si prelucrata prin treceri succesive. Operatiile pot include degrosare, finisare, filetare si prelucrare frontala. Pe un centru de prelucrare CNC, aceeasi piesa ar fi mult mai dificil de fixat, iar procesul ar fi ineficient economic.
Concluzie pentru arbore
Pentru arbori, axe, role si piese cilindrice lungi, strungul CNC este tehnologia dominanta. Ofera stabilitate, timp redus de ciclu si cost optim per piesa.
Exemplu practic 2: placa tehnica cu gauri si buzunare
Sa presupunem ca trebuie prelucrata o placa metalica de 500 x 400 mm, cu buzunare, gauri filetate, suprafete plane si contururi interioare. Pentru aceasta piesa, centrul de prelucrare CNC este alegerea corecta.
Pe MILL 530, piesa se fixeaza pe masa, iar sculele potrivite executa succesiv operatiile de frezare, gaurire, filetare si finisare. Un strung CNC nu poate realiza eficient acest tip de geometrie, deoarece piesa nu are forma rotativa si nu poate fi prelucrata corect prin rotatie in universal.
Concluzie pentru placa tehnica
Pentru piese prismatice, carcase, matrite, suporti, placi tehnologice si componente cu buzunare, centrul de prelucrare CNC este solutia potrivita.
Costul pe piesa: unde castiga fiecare tehnologie?
Costul real al unei piese CNC nu este dat doar de timpul de prelucrare. Trebuie luate in calcul pregatirea masinii, fixarea piesei, numarul de operatii, consumul de scule, timpul de operator, energia consumata si procentul de rebuturi.
| Factor de cost |
Strunjire CNC |
Frezare CNC |
| Piese cilindrice |
Cost redus |
Cost ridicat |
| Piese prismatice |
Ineficient sau imposibil |
Cost optim |
| Serii mari |
Foarte eficient pentru axe si arbori |
Foarte eficient pentru piese complexe |
| Schimbari dese de reper |
Necesita reglaje specifice |
Flexibilitate ridicata cu programe salvate |
Precizie, tolerante si calitatea suprafetei
Atat strunjirea CNC, cat si frezarea CNC pot atinge tolerante ridicate, insa rezultatul depinde de rigiditatea masinii, sculele utilizate, fixarea piesei si parametrii de aschiere.
La strunjire, calitatea suprafetei este influentata de viteza de rotatie, avansul cutitului, raza placutei si stabilitatea piesei. La frezare, calitatea suprafetei este influentata de tipul frezei, numarul de taisuri, avansul pe dinte, rigiditatea prinderii si strategia de prelucrare.
Cand sunt necesare ambele echipamente in acelasi flux de productie?
In multe fabrici moderne, un reper nu este realizat complet pe o singura masina. O piesa poate necesita mai intai strunjire CNC si apoi frezare CNC. Aceasta combinatie este frecventa in productia de componente mecanice complexe.
SEMIFABRICAT
↓
STRUNG CNC CKT660x2000
↓
prelucrare diametre, filete, trepte
↓
CENTRU CNC MILL 530
↓
gauri, canale, suprafete plane, buzunare
↓
CONTROL CALITATE
↓
PIESA MECANICA FINALA
Acest tip de flux permite obtinerea unor piese complexe, cu zone cilindrice si zone prismatice, pastrand avantajele fiecarei tehnologii. Strungul CNC asigura eficienta pentru partea rotativa, iar centrul CNC permite finalizarea geometriilor care nu pot fi obtinute prin strunjire.
Ghid rapid de alegere
Alege Strung CNC CKT660x2000 daca produci:
- arbori lungi;
- axe industriale;
- bucse si role;
- flanse rotative;
- piese cilindrice mari;
- componente pentru utilaje grele;
- piese filetate cu lungimi mari.
Alege Centrul CNC MILL 530 daca produci:
- matrite;
- placi tehnologice;
- carcase mecanice;
- suporti industriali;
- piese prismatice;
- componente cu gauri multiple;
- repere cu buzunare, canale si suprafete plane.
Alege ambele echipamente daca:
- ai productie variata;
- lucrezi atat piese cilindrice, cat si piese prismatice;
- urmaresti reducerea timpilor de subcontractare;
- vrei control complet asupra fluxului de productie;
- ai nevoie de flexibilitate maxima in prelucrarea metalelor.
Concluzie tehnica extinsa
Diferenta dintre strunjire CNC si frezare CNC nu trebuie inteleasa ca o comparatie intre o tehnologie mai buna si una mai slaba. Ambele procese sunt esentiale in industria moderna, insa fiecare are un domeniu clar de aplicare.
Strungul CNC CKT660x2000 este alegerea profesionala pentru piese rotative, arbori, axe, bucse, role si componente cilindrice de dimensiuni mari. In aceste aplicatii, strunjirea ofera productivitate ridicata, fixare corecta, cost redus per piesa si repetabilitate excelenta.
Centrul de prelucrare CNC MILL 530 este alegerea potrivita pentru geometrii complexe, suprafete plane, canale, buzunare, gauri, filetari si piese prismatice. In aceste aplicatii, frezarea CNC ofera flexibilitate superioara si capacitatea de a realiza forme imposibil de obtinut eficient pe un strung.
O companie care doreste sa produca eficient piese mecanice complexe nu ar trebui sa priveasca aceste tehnologii ca alternative exclusive, ci ca solutii complementare. Integrarea unui strung CNC si a unui centru de prelucrare CNC in acelasi flux permite acoperirea unei game mult mai largi de repere, reducerea dependentei de subcontractori si cresterea controlului asupra calitatii finale.
In concluzie, daca obiectivul este prelucrarea pieselor rotative, alegerea corecta este strunjirea CNC. Daca obiectivul este prelucrarea formelor complexe, alegerea corecta este frezarea CNC. Iar daca obiectivul este productia industriala completa, flexibila si competitiva, combinatia dintre Strungul CNC CKT660x2000 si Centrul de prelucrare CNC MILL 530 reprezinta o solutie tehnologica puternica pentru fabricile moderne.